


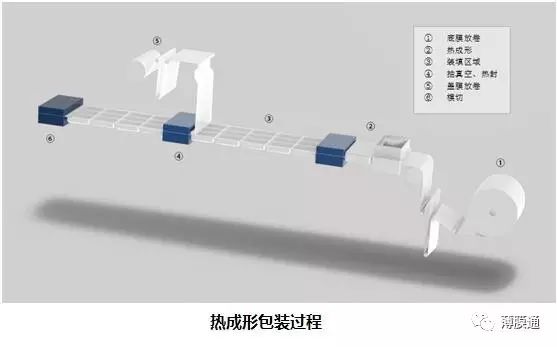
热成形薄膜包装,也被称为拉伸成形包装,热塑性的塑料薄片加热并拉伸成形后形成的泡罩、空穴、盘盒等,然后将商品固定在泡罩和衬底之间,以便于运输和销售过程中不易损坏,而且拉伸成形薄膜包装能够对形状复杂、怕压易碎的商品得到有效的保护,所以这种包装方式既能保护商品延长保存期,又能起到宣传商品扩大销售的作用,现在已经被大家所熟悉最典型的例子便是超市里面的加工肉制品。现在加工肉制品大都已经采用了这类包装。具体的包装过程如下图所示。
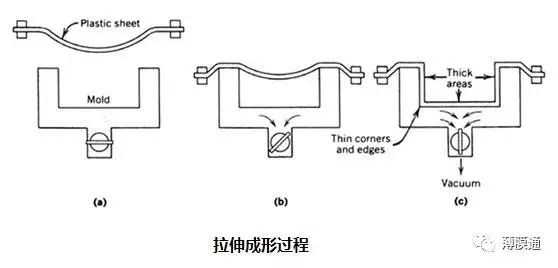
整个过程对薄膜的主要考验在热成形和热封两个步骤。在热成形过程中,薄膜应该能够均匀拉伸,避免出现老虎斑,更不能出现破洞。即便如此,拉伸成形后的底部转角部分是最薄的。为了满足阻隔性要求,此处的薄膜(尤其是阻隔层)需要维持一定的厚度。而在热封时,则需要克服装填过程中对热封面的污染。如果抗污染热封性不好,可能会出现热封强度不足,甚至出现漏封的情况。
热成形薄膜的配方结构
因为热成形工艺的独特性,热成形薄膜的结构和配方设计与普通的薄膜设计有很大的区别。设计要点汇总如下:
① 为了满足阻隔性的要求,一般都会采用带有EVOH的7层或9层共挤结构。有的甚至会达到11层共挤。
② 为了避免热成形过程中薄膜表面粘在热的模具表面,最外层的材料需要有一定的耐温性。例如PA或者PP。
a. 其中PA作为表层的结构具有更好的拉伸性能和抗低温性能。
b. PP作为表层的结构具有成本较低的优点,但由于性能较差,只是在较低端的应用才使用。
③ 为了保证拉伸成形后的层间牢度足够,需要使用专用的热成形粘结树脂,或者对粘结层的配方进行专门设计。(粘结树脂可参看我们前面文章:薄膜生产常用树脂—粘合树脂)
④ 为了克服EVOH拉伸性不佳的缺点,可以采用PA包裹EVOH的结构。利用PA来协助EVOH的拉伸,避免出现EVOH层拉断的现象。
⑤ 为了实现良好的耐污染热封性,常用高比例的茂金属甚至塑性体材料做热封层。
⑥ 为了得到漂亮的薄膜外观,需要小心设计各层的厚度比,同时注意各层的流动性匹配,才不会出现因为层间流动不稳定而产生的橘皮或者水波纹。
基于以上的考虑,目前在市场上比较经典结构包括PA/tie/PE/tie/PA/EVOH/PA/tie/PE的9层结构,或者PA/tie/PA/tie/EVOH/PA/tie/PE的7层结构。更多优秀的热成型薄膜配方和解决方案可以联系薄膜通。
热成形薄膜的生产工艺
聚合物结晶大小对热成形的效果有一定影响。一般来说,结晶越小,对拉伸成形性越好。所以大部分热成形薄膜都利用流延或者下吹水冷工艺来生产。这两种生产工艺都具有快速急冷的能力,因此生产出来的薄膜结晶较小,有利于热成形拉伸。相比较而言,流延和下吹水冷各有优劣。流延的产量大、幅宽大、膜厚分布均匀,但是投资较大。下吹水冷的冷却更快、透明度高、薄膜更柔软、投资较少,但是幅宽小、产量较小。因此要根据终端产品及订单的情况来决定适合自己的生产工艺。
声明:本文由薄膜通约稿并整理,内容仅供学习参考,如有错误,欢迎指正。未经许可不得私自转载,如有技术问题,欢迎大家发邮件探讨。info@bomotong.com。
 联系人:0769-8173-8045
联系人:0769-8173-8045 电话:0769-8173-8045
电话:0769-8173-8045 邮件:info@bomotong.com
邮件:info@bomotong.com 地址:东莞市寮步镇横坑宝塘路与东升路交汇处华谷大厦1号楼三楼316室
地址:东莞市寮步镇横坑宝塘路与东升路交汇处华谷大厦1号楼三楼316室 
